离子研磨仪制备FIB样品
为了优化在FIB诱导的无定形层的Ar抛光过程中形成的新层厚度,同时防止再沉积或试样污染,需要考虑许多参数:
☆光束能量 – 低能离子具有非常浅的穿透深度,可减少离子引起的表面损伤。建议使用小于300 eV的光束能量。
☆铣削时间 – 由于 Ar 离子束在中以低能量聚焦良好,因此铣削区域的电流密度很高,因此材料去除率也很高。需要优化铣削时间,以便去除足够的材料以提高样品质量,但试样不应过薄。标本必须研磨几十秒(<60秒),然后在显微镜下检查并在需要时进一步研磨。
☆铣削角度 – 尽管已知较高的光束角可以改善离子引起的表面损伤,但在通常用于此特定应用的低光束能量(<0.5 keV)下,物质中离子的停止和范围(SRIM)模型表明,溅射产量在高角度和低角度下几乎相同。在受到安装网格几何形状的限制的情况下,较高的角度更适合在 PIPS II 系统中进行 FIB 后抛光。从顶部和底部铣削可减少薄区域导致薄片弯曲的几率。
☆样品温度 – 为了防止离子轰击引起的热致损伤,降低载物台(试样)温度,以确保铣削过程中铣削区域保持接近环境温度。
☆离子铣削模式 – 据观察,保持样品静止和一次只用一把枪铣削可提供理想的结果和最小的再沉积量。
☆支撑网格的类型 – 钼(Mo)和铜(Cu)是典型的网格材料。Mo的溅射速率很低,降低了从网格重新沉积到FIB薄片上的机会。
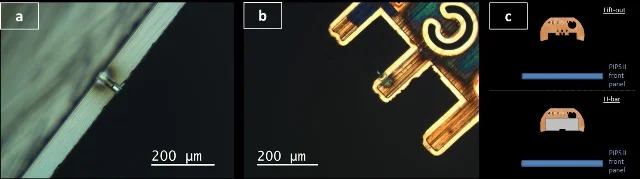
FIB相对于铣刀的变薄区域的位置 - FIB试样可以是H型或提升型(安装在网格指尖或侧壁上)。在 DuoPost™ 中安装后,该样品位于 PIPS II 主位置(图 1c)。
薄薄的薄片被带到旋转中心,触摸屏对齐页面和PIPS II系统上提供的X-Y载物台移动。载物台方向角的布置使得离子束在铣削网格或基板之前通过薄片上方,以最大限度地减少再沉积。PIPS II载物台从对准页面(图2)中的预设位置旋转约5°偏移,用于将标本抬起放在网格手指的侧壁上。在选择此偏移角度时,请记住Ar光束的宽度为1 mm,不如薄片小。
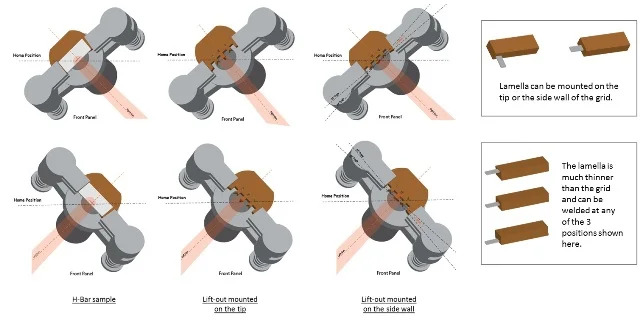
展示了FIB H型杆和提升试样如何相对于左右枪定向。当薄片安装在网格手指的侧壁上时,最好将试样旋转至少5°偏移,这样梁就不会在试样薄区域沉积网格/基板或焊接材料。请注意,如右图所示,薄片的厚度远小于网格,因此薄片可以在手指上的不同位置焊接。
![]()
禾早微信公众号

上一条
下一条